끓는점 제어를 이용한 PMMA 열접합 시스템

Copyright © The Korean Society for Precision Engineering
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Abstract
A method for thermoplastic fusion bonding was introduced using a commercial pressure cooker as a thermal bonding chamber to apply heat and pressure for polymer thermal bonding. The chamber pressure was controlled by simply modifying the regulator weight, which decided the boiling point of water in the chamber. In this experiment, Poly-Methyl Methacrylate (PMMA) was thermally bonded using the proposed technique. For PMMA thermal bonding, 52 grams of regulator weight was well matched for 26.2 kPa of chamber pressure. The corresponding boiling temperature of water to the pressure was 105.5oC, which was the glass transitional temperature of PMMA. The thermal bonding system demonstrated bonding between the PMMA sheet and PMMA film without deformation of the microchannel. The bonding strength was characterized at 195.5±1 N.
Keywords:
Thermal bonding, Polymer bonding, Boiling point control, PMMA키워드:
열접합, 폴리머 접합, 끓는점 컨트롤, 폴리메틸 메타크릴레이트1. 서론
바이오 기술과 미세공정 기술의 발전에 따라 다양한 용도의 Microfluidic Devices 또는 Lab on a Chip 등의 미세유체장치가 활발하게 연구되고 있다. 질병의 신속한 진단 또는 분석 장치로 사용되고 있는 미세유체장치는 마이크로 또는 나노 사이즈의 채널에 미량의 액체를 흘려보내 바이오 마커의 반응을 촉진시켜 진단 및 분석이 가능하게 한다.1 미세유체장치의 재질은 Polydimethylsiloxane (PDMS), Silicone, Poly-Methyl Methacrylate (PMMA), Polycarbonate (PC), Polypropylene (PP), Cyclic Olefin Copolymer (COC) 등이 있다.
실리콘이나 PDMS와 같이 연성이 큰 폴리머는 마이크로 패턴 및 구조물의 제작이 용이해 미세유체장치의 재질로 많이 사용되고 있으나 제작공정이 복잡하며 제작시간이 길어 경제성 및 대량 생산의 한계가 있다. PMMA, PC, COC 등 열가소성 폴리머를 사용한 미세유체장치는 Injection Molding 또는 Hot Embossing 등으로 폴리머의 마이크로 성형이 쉬우며, 재질에 따라 다양한 특성을 가지고 있어 미세유체장치의 용도에 맞는 폴리머를 선택해서 사용할 수 있다.2
마이크로 성형이 완료된 폴리머 미세유체장치는 유체를 흘려 보내고, 외부로부터 이물질 유입이나 오염을 차단하기 위해 밀봉 공정이 필요하다. 미세유체장치의 밀봉을 위한 접합방법은 접착제(Adhesive), 솔벤트(Solvent), 라미네이트 필름(Laminate Film)을 이용하는 방법, 레이저 용접(Laser Welding), 초음파 용접(Ultrasonic Welding) 및 열접합(Thermal Bonding) 방법이 있다.3-7 접착제 및 솔벤트를 이용하는 방법은 마이크로 구조물 내부로 접착제나 솔벤트의 유입으로 인하여 오염될 수 있고, 밀봉 후 마이크로 구조물 내부에 남아있는 잔여물 세척이 어렵다. 라미네이트 필름을 이용한 접합 방법은 접합 시 샘플의 전면에 균일하게 가압하기 어려우며 사용할 수 있는 재질의 종류가 한정되는 단점이 있다. 또한 접착제, 솔벤트, 라미네이트 필름을 이용하는 접합 방법은 이종물질의 사용으로 바이오 진단 등 순수성을 요구하는 미세유체장치의 활용에는 적합하지 않다.8-10
반면, 레이저 용접, 초음파 용접, 열접합 방법은 이종물질을 사용하지 않아 오염이 없어 순수성을 요구하는 미세유체장치의 접합에 적합하나 레이저 용접은 투과성 재질의 폴리머를 사용하므로 투과율이 낮은 폴리머에는 적용하기 어렵다. 초음파 용접은 공구혼의 가압시간, 압력, 초음파 세기 등 제어해야할 변수가 많으며 평면 형상의 샘플에만 적용할 수 있다. 또한, 레이저 용접과 초음파 용접은 고가의 장비가 필요하며 샘플 사이즈나 형상에 제약을 받는다.11-14
본 논문에서 제시하는 접합 방법은 유체의 끓는점을 이용한 PMMA 열접합 방법이다. 상용 압력밥솥을 압력챔버로 사용하며 챔버 내부의 증기압을 제어하여 유체의 끓는 온도를 정밀하게 제어할 수 있는 마이크로 미세유체장치의 열접합 방법이다. 본 열접합 방법은 이종물질을 사용하지 않아 순수성이 요구되는 바이오 진단 및 분석용 미세유체장치에 활용 가능하며 샘플의 크기와 형상에 상관없이 샘플의 전면에 균일하게 정밀한 온도로 가압할 수 있다.15
2. 본론
2.1 열접합 원리
폴리머 열접합은 열가소성 폴리머의 표면에 열과 압력을 가해 폴리머 표면의 경계면의 고분자끼리 엉겨 붙는 것이다. 접합면에서의 용융과 샘플 외부에서의 가압을 통해 접합이 이루어지므로 열가소성 폴리머 용융 접합이라고도 한다. 열가소성 폴리머에 레이저, 초음파, 열을 가하면 폴리머의 접합면이 용융 및 연화되며 열가소성 폴리머의 유리전이온도(Glass Transition Temperature)에서 접합이 진행된다. 유리전이온도에서 열가소성 폴리머의 상태는 유동의 성질이 생기기 시작하는 고무상 상태이며 온도나 압력에 예민하게 반응하므로 정밀한 온도 및 압력 제어를 통해 고분자끼리 엉겨 붙어 폴리머 샘플의 접합이 이루어진다.16,17
Fig. 1은 폴리머 열접합의 개략도이다. 유리위에 폴리머 샘플을 올리고, 열과 압력을 가해 접합이 이루어진다. 유리는 필름의 변형 방지 및 표면에 균일한 온도와 압력을 전달하기 위함이다.

Schematic of polymer thermal bonding protocol
2.2 PMMA 샘플 제작
본 논문에 사용된 PMMA는 EVONIK사의 두께 3.0 mm의 Plexiglas Sheet와 두께 0.3 mm의 Plexiglas Film을 사용했다. PMMA는 광 투과율, 경제성 및 성형성 등이 좋아 폴리머 미세유체장치의 재질로 많이 사용되며 열 압축 성형기인 핫 프레스(Hot Press)와 황동금형(Brass Mold)을 사용하여 마이크로 채널을 성형했다. 두께 3.0 mm의 PMMA Sheet에 열 압축 성형을 했으며, 성형온도는 160oC, 성형압력은 7 MPa로 8분간 가압을 통해 성형을 했다. Fig. 2는 폴리머 열성형 개략도이다. 폴리머 시트 위에 몰드를 올리고, 열과 압력을 이용해 폴리머를 가공한다.

Thermal compression molding process
Table 1은 성형 조건 및 결과를 나타낸 것이며 채널에 크랙이나 기포 없이 성형이 우수하게 되었다.18

PMMA micro device fabrication conditions and result
2.3 PMMA 열접합 시스템
PMMA 열접합 시스템은 상용화된 압력밥솥을 챔버로 사용했다. 챔버 내부에는 히터를 부착했고, 용량은 3,600Watt로 1,800 Watt 히터 2개를 사용했다. 각각의 히터 제어를 통해 강열모드(3,600Watt)와 약열모드(1,800Watt)로 컨트롤할 수 있다. 샘플의 접합이 이루어지는 폴리머 실링백은 내부압력이 대기압과 동일하도록 벤트 튜브가 챔버 외부로 연결되어 있다. 챔버 내부 온도를 측정하기 위해 K-Type 열전대(Thermocouple)와 온도계를 사용해 챔버 내부 온도를 확인했으며 메인 전원 컨트롤러를 사용해 히터의 On/Off를 제어했다.
챔버 내부의 압력은 레귤레이터(Regulator)의 무게 조절을 통해 컨트롤했으며 상부에 부착된 아날로그 압력계를 통해 내부 압력을 확인했다. PMMA 열접합 시스템은 상용화된 압력밥솥을 챔버로 사용하여 허용 사용온도는 119oC, 허용 사용 압력은 103 kPa이다.
Fig. 3은 PMMA 열접합 시스템의 외부 사진과 챔버 내부의 사진이다. 챔버 내부에는 벤트 튜브와 폴리머 실링백이 커넥터를 통해 연결이 되어 있는 것을 볼 수 있으며 챔버 내부의 온도 측정을 위해 열전대가 부착되어 있다.

PMMA thermal bonding system and chamber inside
2.4 PMMA 열접합 시스템 프로세스
PMMA 열접합 시스템은 레귤레이터의 중량 조절을 통해 물의 끓는점을 제어했다. 폴리머 샘플은 유리-필름-샘플 순서로 위치시킨 후 테프론 테이프로 고정하여 폴리머 실링백에 넣었다. 샘플이 들어있는 폴리머 실링백은 벤트 튜브와 연결하여 챔버 내부의 물속에 위치시켰다. 이때 폴리머 실링백은 챔버 내부의 유체가 실링백으로의 유입을 방지하기 위해 완전히 밀봉했다. 이후 챔버 뚜껑과 본체를 결합하고, PMMA의 열접합 온도에서 물이 끓도록 챔버 내부의 목표 압력에 상응하는 중량의 레귤레이터를 부착해 실험을 진행했다. 총 실험 시간은 45분이며, 메인 전원을 켠 후 104oC까지 강열모드로 가열한 후 약열모드로 변경하여 레귤레이터에 의한 타겟온도에서 20분간 열접합을 진행한다. 열접합 시간 이후 안정화 구간으로 메인 전원을 끈 후 레귤레이터를 제거하지 않고, 80oC까지 약 20분간 자연냉각 시켰다. 이후 레귤레이터를 제거하고, 챔버 내부의 잔류 압력을 제거한 후 샘플을 회수한다.
Table 2는 레귤레이터의 중량과 이에 따른 PMMA 열접합 시스템의 최고온도를 나타낸다. 레귤레이터를 절단하여 챔버 내부의 최고압력을 조절했으며, 이를 통하여 챔버 내부 물의 끓는 온도를 조절할 수 있었다. 절단되지 않은 레귤레이터의 무게는 93.97 g이며, 이에 상응하는 최고온도는 110.5oC이다. 레귤레이터의 무게 70.03 g에 상응하는 물의 끓는 온도는 107.1oC, 레귤레이터의 무게 66.47 g에 상응하는 물의 끓는 온도는 106.7oC, 레귤레이터의 무게 52.00 g에 상응하는 챔버 내부의 최고온도는 105.8oC이다. 본 연구에서는 레귤레이터가 없는 경우와 레귤레이터의 무게 93.97 g, 그리고 레귤레이터의 무게 52.00 g의 경우에 한하여 열접합 결과들을 Table 3에 비교하였다. 레귤레이터의 무게 70.03과 66.47 g의 경우에는 각각 93.97과 52.00 g의 열접합 결과와 비교하여 중간 정도의 열접합 결과를 보여준다.
Maximum temperatures for modified regulator weights
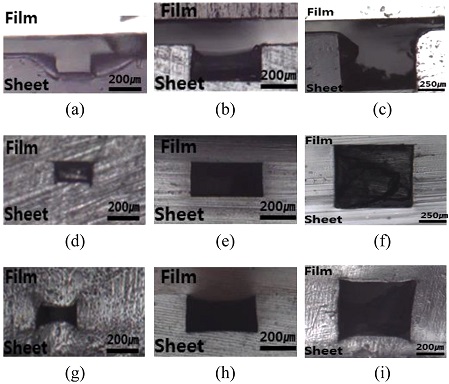
Thermal bonding conditions of PMMAs and its cross-sectional views of PMMA samples
3. 열접합 실험 결과
3.1 실험 결과
Table 3은 열접합 온도 3가지 경우와 그 온도에 대응하는 압력 3가지 경우, 그리고 3가지의 마이크로 채널 종힁비를 가진 PMMA 샘플에 대한 조건들과 각 조건들의 열접합 결과를 마이크로 채널의 단면사진으로 보여주고 있다. 열접합 온도 100oC와 압력 0 kPa의 경우인 Cases (a)부터 (c)는 PMMA Sheet와 PMMA Film의 열접합이 되지 않았으며, 열접합 온도 105.5oC와 압력 26.2 kPa의 경우인 (d)부터 (f)는 마이크로 채널의 형상이 변화없이 열접합이 되었으며, 열접합 온도 110.5oC와 압력 32.4 kPa의 경우인 (g)부터 (i)는 마이크로 채널이 손상되었다.
이는 PMMA의 유리전이온도가 105oC인 것을 고려하면 논리적으로 합당한 결과이며 레귤레이터의 무게 52.00 g을 사용하여 형성된 열접합 온도 105.5oC와 열접합 압력 26.2 kPa이 본 열접합 시스템의 최적의 PMMA 열접합의 조건으로 고려될 수 있다.
Table 4는 PMMA 열접합 시스템을 이용한 최적의 PMMA 샘플의 열접합 조건을 보여주고 있다.
Optimized thermal bonding conditions for PMMA
Fig. 4는 PMMA 열접합 시스템의 온도 변화 그래프를 보여주고 있다. 레귤레이터의 무게 52.00 g을 사용하여 열접합 구간(Bonding Zone) 내에서 챔버 내부의 끓는 물의 온도는 105.5oC(±0.3oC)로 정밀한 온도 제어가 가능했으며 이는 열접합 부분과 열평형 상태로 동일한 온도로 고려된다. 또한, 챔버 내부의 압력은 약 26.2 kPa로 일정하게 유지되었다.

Temperature graph of PMMA thermal bonding condition using a PMMA thermal bonding system
3.2 접합력 테스트
PMMA 열접합 시스템의 열접합 조건에 따른 PMMA 접합력 비교를 위해 100, 105.5, 110.5oC의 3가지 조건으로 열접합 후 접합력 테스트를 수행하였다. PMMA 접합력 시험을 위해 PMMA Sheet에 홀 가공을 하고, PMMA Sheet와의 열접합을 진행하였다. 열접합 후 접합된 PMMA Sheet 샘플들의 양 끝단에 와이어를 묶은 후 인장 압축 시험기에 고정시켰다. Fig. 5는 PMMA 접합력 테스트를 위한 인장 압축 시험을 보여주고 있다.

Bonding strength test using tension and compression tester
Table 5는 PMMA 샘플의 접합력 결과이며 100, 105, 110.5oC로 총 3가지 조건으로 실험했다. 100oC에서는 샘플이 접합되지 않아 접합력 측정이 불가했으며 105.5oC에서는 195.9±1 N으로 측정되었다. 110.5oC에서는 252.2±1.5 N으로 측정되었다.
Results of PMMA bonding strength tests
4. 결론
본 연구에서는 Hot Press와 Brass Mold를 이용한 폴리머 열압축 성형공정으로 마이크로 PMMA 샘플을 제작하였고, 제작된 PMMA 샘플을 끓는점 제어를 이용한 방법으로 열접합했다. PMMA의 유리전이온도에서 접합이 채널의 붕괴나 변형없이 이루어졌다. 105.5oC 부근에서 ±0.3oC까지 정밀하게 제어가 가능했으며 접합 시간은 20분이고, 접합력은 195.9 N±1 N이다.
PMMA를 접합할 때 챔버 내부의 유체와 증기압을 이용해 접합하므로 곡면 형상이나 3D 형상의 샘플 접합에 활용 가능하며 샘플의 전면에 균일한 압력으로 가압할 수 있다.
PMMA 열접합 시스템은 이종물질을 사용하지 않고, PMMA Sheet와 Film을 접합하므로 순수성을 요구하는 미세유체장치에 사용될 수 있다. 레이저 용접이나 초음파 용접 역시 이종물질을 사용하지 않고 접합을 하나 고가의 장비가 필요하고, 샘플의 형상이나 크기 등에 제약을 받는다는 단점이 있다. PMMA 열접합 시스템을 이용한 열접합은 레이저 용접이나 초음파 용접의 단점을 극복할 수 있는 열접합 방법이다.
PMMA 열접합 시스템은 상용화된 압력밥솥을 사용했으므로 사용온도는 119oC, 허용 사용압력은 103 kPa이다. 유리전이온도가 105oC인 PMMA의 열접합은 가능하다. 하지만, PC나 COC 등 유리전이온도가 120oC 이상인 열가소성 폴리머의 열접합에 요구된 고압에는 사용할 수 없다.
PC나 COC 등의 열접합에 사용하기 위해서는 고온고압에서 사용가능 한 챔버가 필요하고, 실링백 내부의 압력을 챔버 내부의 압력과 별도로 독립적으로 제어할 수 있는 시스템이 필요 할 것이다.
Acknowledgments
이 성과는 정부(과학기술정보통신부)의 재원으로 한국연구재단의 지원을 받아 수행된 연구임(Nos. NRF-2016R1C1B2014368 and NRF-2019R1H1A1080178). 이 논문은 2017년 박동진의 석사학위논문을 바탕으로 작성되었음.
REFERENCES
-
Majors, C. E., Smith, C. A., Natoli, M. E., Kundrod, K. A., and Richards-Kortum, R., “Point-of-Care Diagnostics to Improve Maternal and Neonatal Health in Low-Resource Settings,” Lab on a Chip, Vol. 17, No. 20, pp. 3351-3387, 2017.
[https://doi.org/10.1039/C7LC00374A]

-
Schneider, S., Gruner, D., Richter, A., and Loskill, P., “Membrane Integration into PDMS-Free Microfluidic Platforms for Organ-on-Chip and Analytical Chemistry Applications,” Lab on a Chip, Vol. 21, pp. 1866-1885, 2021.
[https://doi.org/10.1039/D1LC00188D]
-
Yoon, R. R., Kim, S. M., Han, A., and Cho, Y. H., “Fabrication of PMMA Acoustophoretic Microfluidic Chip Using Plasma Assisted Bonding,” Journal of the Korean Society for Precision Engineering, Vol. 34, No. 5, pp. 343-347, 2017.
[https://doi.org/10.7736/KSPE.2017.34.5.343]
-
Park, T., “Thermoplastic Fusion Bonding of UV Modified PMMA Microfluidic Devices,” Journal of the Korean Society for Precision Engineering, Vol. 31, No. 5, pp. 441-449, 2014.
[https://doi.org/10.7736/KSPE.2014.31.5.441]
-
Nunes, P. S., Ohlsson, P. D., Ordeig, O., and Kutter, J. P., “Cyclic Olefin Polymers: Emerging Materials for Lab-on-a-Chip Applications,” Microfluidics and Nanofluidics, Vol. 9, Nos. 2-3, pp. 145-161, 2010.
[https://doi.org/10.1007/s10404-010-0605-4]
-
Haeberle, S. and Zengerle, R., “Microfluidic Platforms for Lab-on-a-Chip Applications,” Lab on a Chip, Vol. 7, No. 9, pp. 1094-1110, 2007.
[https://doi.org/10.1039/b706364b]
-
Foudeh, A. M., Didar, T. F., Veres, T., and Tabrizian, M., “Microfluidic Designs and Techniques Using Lab-on-a-Chip Devices for Pathogen Detection for Point-of-Care Diagnostics,” Lab on a Chip, Vol. 12, No. 18, pp. 3249-3266, 2012.
[https://doi.org/10.1039/c2lc40630f]
-
Hsu, Y. C. and Chen, T. Y., “Applying Taguchi Methods for Solvent-Assisted PMMA Bonding Technique for Static and Dynamic μ-TAS Devices,” Biomedical Microdevices, Vol. 9, No. 4, pp. 513-522, 2007.
[https://doi.org/10.1007/s10544-007-9059-1]
-
Ng, S., Tjeung, R., Wang, Z., Lu, A., Rodriguez, I., et al., “Thermally Activated Solvent Bonding of Polymers,” Microsystem Technologies, Vol. 14, No. 6, pp. 753-759, 2008.
[https://doi.org/10.1007/s00542-007-0459-1]
-
Lin, C. H., Chao, C. H., and Lan, C. W., “Low Azeotropic Solvent for Bonding of PMMA Microfluidic Devices,” Sensors and Actuators B: Chemical, Vol. 121, No. 2, pp. 698-705, 2007.
[https://doi.org/10.1016/j.snb.2006.04.086]
-
Churski, K., Nowacki, M., Korczyk, P. M., and Garstecki, P., “Simple Modular Systems for Generation of Droplets on Demand,” Lab on a Chip, Vol. 13, No. 18, pp. 3689-3697, 2013.
[https://doi.org/10.1039/c3lc50340b]
-
Tsao, C. W. and DeVoe, D. L., “Bonding of Thermoplastic Polymer Microfluidics,” Microfluidics and Nanofluidics, Vol. 6, No. 1, pp. 1-16, 2009.
[https://doi.org/10.1007/s10404-008-0361-x]
-
Ogończyk, D., Węgrzyn, J., Jankowski, P., Dąbrowski, B., and Garstecki, P., “Bonding of Microfluidic Devices Fabricated in Polycarbonate,” Lab on a Chip, Vol. 10, No. 10, pp. 1324-1327, 2010.
[https://doi.org/10.1039/b924439e]
-
Lee, K. G., Shin, S., Kim, B. I., Bae, N. H., Lee, M. K., et al., “Ultrasonic Bonding Method for Heterogeneous Microstructures Using Self-Balancing Jig,” Lab on a Chip, Vol. 15, No. 6, pp. 1412-1416, 2015.
[https://doi.org/10.1039/C4LC01473A]
-
Park, T., Song, I. H., Park, D. S., You, B. H., and Murphy, M. C., “Thermoplastic Fusion Bonding Using a Pressure-Assisted Boiling Point Control System,” Lab on a Chip, Vol. 12, No. 16, pp. 2799-2802, 2012.
[https://doi.org/10.1039/c2lc40252a]
-
Abgrall, P. and Gue, A., “Lab-on-Chip Technologies: Making a Microfluidic Network and Coupling It into a Complete Microsystem-A Review,” Journal of Micromechanics and Microengineering, Vol. 17, No. 5, Paper No. R15, 2007.
[https://doi.org/10.1088/0960-1317/17/5/R01]
-
Afifi, H. and Hasan, E., “Annealing Effect on Microhardness and Elastic Constants of PMMA,” Polymer-Plastics Technology and Engineering, Vol. 42, No. 4, pp. 543-554, 2003.
[https://doi.org/10.1081/PPT-120023094]
-
Chien, R. D., “Hot Embossing of Microfluidic Platform,” International Communications in Heat and Mass Transfer, Vol. 33, No. 5, pp. 645-653, 2006.
[https://doi.org/10.1016/j.icheatmasstransfer.2006.01.017]

Master in the Department of Advanced Engineering, Graduate School. Kyungnam University. His research interest is micro technology.
E-mail: sdongjins@gmail.com

Professor in the School of Mechanical Engineering, Kyungnam University. His research interest is nano & micro technology.
E-mail: taehyun@kyunnam.ac.kr