취성 파괴 분석기법을 통한 황화아연 소재의 광학적 특성 분석

Copyright © The Korean Society for Precision Engineering
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Abstract
Zinc sulfide (ZnS) is a widely used material in far-infrared and near-infrared imaging systems due to its exceptional optical transmittance properties. Through a hot isostatic compression process, during manufacturing, ZnS undergoes crystal structure modifications, resulting in increased transmittance across the visible and infrared spectra. However, ZnS exhibits low fracture toughness and irregular crystal orientations, making it prone to brittle fracture during the conventional cutting processes. Such brittleness often leads to surface defects that scatter light, diminishing optical transmittance. Therefore, understanding the conditions conducive to ductile processing is critical and necessitates a thorough brittle fracture analysis. This study introduces a novel quantitative analysis method to determine the occurrence of ductile processing and brittle fracture in ZnS materials after the turning process. To validate the efficacy of this approach, experimental machining was conducted through diamond turning and magnetorheological fluid polishing processes. Subsequently, a comprehensive quantitative assessment of brittle fracture was performed. Additionally, the relationship between brittle fracture and optical transmittance was explored using the proposed analysis method.
Keywords:
Brittle fracture, Ductile cutting, Zinc sulfide, Diamond turning, Binarization algorithm키워드:
취성 파괴, 연성 가공, 황화아연, 다이아몬드 선삭, 이진화 알고리즘1. 서론
황화아연(ZnS) 소재는 높은 광학 투과율을 바탕으로 원적외선 및 근적외선 이미징 시스템에 활용된다. 황화아연의 특징 중 제조과정 시 열간 등압 압축 공정(Hot Isostatic Pressing)을 거치게 되면 결정구조의 변화가 일어나 적외선뿐만 아니라 가시광 영역의 투과율이 높아진다. 이에 따라 다파장 광학 기술을 필요로 하는 다양한 응용분야에서 폭넓게 사용되고 있다[1]. 특히, 자동차 야간 주행 시 안개, 비, 눈과 같은 시인성 저하 문제를 해결하기 위해 고대조비, 고해상도 이미지를 얻을 수 있는 다파장 카메라 기술에 황화아연 소재가 각광받고 있다[2]. 일반적으로 취성 소재의 마무리 공정으로 연마 공정을 채택하지만 절삭 공정에 비해 제조 생산성이 낮은 단점이 있다. 다이아몬드 선삭 공정(Diamond Turning)은 절삭 가공을 기반으로 하여 나노미터 수준의 표면거칠기로 표면을 마무리할 수 있고, 재료 제거율이 높아 광학 부품의 가공 공정으로 사용된다. 하지만 절삭 공정의 특성상 황화아연과 같이 파괴 인성이 낮은 소재의 경우 취성 파괴(Brittle Fracture)가 발생한다. 최종 광학 면에 취성 파괴에 의한 표면 결함이 존재할 경우 빛을 산란시켜 광학 투과율을 감소시킬 수 있다. 따라서 취성 파괴 분석을 통하여 연성 가공(Ductile Cutting)이 가능한 조건을 탐색하는 것이 중요하다.
취성 파괴 분석을 위해 임계칩 두께는 중요한 요소들 중 하나이다. 취성 소재의 연성 가공에 대한 연구들에 따르면 임계칩 두께를 기준으로 취성 파괴에서 연성 가공으로 전환된다고 알려져 있다[3-7]. 칩두께가 임계값 미만에서는 취성 파괴가 발생하지 않고 연성 가공이 가능하다. Yan 등은 취성 소재를 가공함에 있어 절삭 깊이가 충분히 작으면 칩 형성이 공구 절삭날 앞에서 연성 방식으로 거동함을 보고하였다[3]. 소재마다 임계칩 두께는 다르며, 일반적으로 서브미크론 수준으로 형성된다. Lawn 등은 유리나 세라믹과 같은 취성 소재는 임계 칩 두께가 서브미크론 수준에서 소성 변형이 나타난다고 밝혔다[4]. 이처럼 다양한 소재의 선행연구들과 함께 취성 파괴에 대한 연구들이 수행되었다[5-7]. 앞선 연구들의 취성 파괴 분석 방법은 평삭 공정(Grooving)을 통해 이루어지며, 최초 취성 파괴 지점의 칩 두께를 임계값으로 정의한다[8]. 선삭 공정(Turning)의 취성 파괴 분석의 경우 평삭 공정에서 얻은 임계값을 공구의 반경, 회전 당 이송 간격, 절삭 깊이를 바탕으로 칩 두께로 변환하여 예측한다. 이러한 방법은 가공 중 발생하는 예상하지 못한 표면 결함을 분석하기에 한계가 있다. 또한, 이전 연구의 대부분은 단결정소재에 대한 연구로 다결정소재에 대한 연구는 부족하다. 황화아연의 경우 고온 고압 공정을 거친 후 결정 구조의 방향이 표면에 무작위로 배향되는데, 이러한 다결정 구조의 성질 때문에 결정 방향별 가공 특성이 다르게 나타나게 된다. 이에 따라 평삭 공정을 통하여 최초 취성 파괴 지점을 추적하기에 어려움이 있다.
다결정 구조를 가진 소재의 최초 취성 파괴 지점을 추적하는데 기존 연구의 한계점을 보완하기 위해 본 연구에서는 선삭 공정 후 황화아연 소재에서 발생한 취성 파괴를 분석하기 위해 이진화 알고리즘을 적용한 분석 방법을 제안한다. 이는 광학현미경의 측정만으로 취성 파괴를 분석할 수 있다는 장점이 있다. 제안한 방법의 타당성을 검증하기 위해 다이아몬드 선삭 공정과 자기유변유체 연마 공정을 통하여 가공 실험을 수행한 후, 취성 파괴에 대한 정량적인 분석을 수행하였다. 선삭 공정의 경우 절삭 공정 특성상 취성 소재 가공 시 공구가 지나간 흔적 보다는 취성 파괴가 표면 특성을 대표한다. 반면, 연마 공정의 경우 연마재가 재료 제거한 후 남은 흔적들이 표면 특성을 대표한다. 따라서 취성 파괴를 분석하는데 있어 두 공정의 가공 결과를 비교하여 취성 파괴를 분석하기에 용이하다. 또한, 취성 파괴와 같은 표면 결함이 투과율에 영향을 미치기 때문에 제안한 취성 파괴 분석 방법을 통하여 얻은 표면 결함의 정량적 수치를 투과율과 비교하여 분석하였다.
2. 실험 방법
본 연구를 위해 다이아몬드 선삭 가공기(Moore, Nanotech 450 UPL)와 자기유변유체 연마기(QED, Q-flex 300)를 활용하여 가공을 수행하였으며, 직경 50 mm, 두께 10 mm 평면의 황화아연 소재에 대하여 가공 후 백색광 간섭계와 광학현미경을 통하여 가공면을 관찰하였다. 다이아몬드 선삭 공정의 경우, Table 1과 같이 표면 특성의 차이를 확인할 수 있는 가공 인자인 이송 속도, 스핀들 회전속도, 공구 경사각, 공구 반경, 가공 깊이를 선정하여 가공하였다. 자기유변유체 연마 공정의 경우, 세리아 슬러리와 다이아몬드 슬러리를 사용하여 Table 2와 같이 Wedge가공 방법을 이용하여 연마량에 따른 표면 특성을 분석하였다. 측정은 백색광 간섭계를 통해 표면거칠기 인자인 산술 평균 거칠기와 광학현미경을 활용하여 표면 상태를 측정한 후 이진화 알고리즘으로 정량화한 값을 비교분석 하였다.

Diamond turning condition
Magnetorheological polishing condition
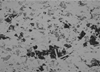
취성 파괴 분석 방법은 Fig. 1과 같이 광학현미경을 통해 얻은 이미지 데이터를 픽셀별로 분류하고, 이진화를 통해 각 픽셀의 대비 값을 0과 1로 나누었다. 일반적으로 이진화를 할 때 픽셀값을 특정 값과 비교하여 특정 값보다 크면 1, 작으면 0으로 설정하는데, 비교대상이 되는 이 특정값은 이미지 대조비를 통해 결정된다. 여기서, 이미지 대조비는 contrast1~n ≥ Contrastmax/4로 정의된다. 즉, 대조비를 0에서 1 사이의 값으로 구분하여 픽셀 값이 0.25보다 크면 1로 정의한다. 상대적으로 어두운 취성 파괴 부분은 검은색으로, 연성 가공 부분은 흰색으로 설정한다. 0으로 분류된 부분은 취성 파괴가 발생한 부분으로 정의한다. 이미지 속 취성 파괴된 부분의 픽셀을 백분율로 분석하여 취성 파괴 정도를 정량화하였다.

Convert from a raw image to a black-and-white image through the binarization algorithm
제안한 취성 파괴 분석 방법을 검증하기 위해 절삭 공정과 가공 특성이 다른 자기유변유체 연마 공정을 통해 상대적으로 취성 파괴가 없는 표면을 얻었다. 취성 파괴에 대한 데이터만 얻기 위해 각 공정이 끝난 후 에틸알코올(Ethyl Alcohol)과 초음파 진동 세척기를 이용하여 가공 이후 발생한 칩, 연마재 및 잔여물을 깨끗하게 세척하였다. 공정에 따른 표면 특성을 바탕으로 가시광 및 근적외선 영역의 광 투과율을 분광 광도계(PerkinElmer, LAMBDA 1050+)를 이용하여 측정함으로써 취성 파괴와의 관계를 분석하였다.
3. 결과 및 고찰
3.1 이진화 알고리즘을 통한 취성 파괴 분석
다이아몬드 선삭 공정의 가공 인자들을 통해 가공한 결과를 분석하였다. Table 3는 공구 경사각 0도, 스핀들 회전속도 3,000 RPM 일 때, 회전 당 이송 간격에 따른 결과이다. 실험한 가공 인자에 한하여 회전당 이송 간격이 1 μm/rev 이하에서는 연성 가공이 일어나고, 5 μm/rev 이상에서는 취성 파괴에 따른 표면 결함이 발생하는 것을 알 수 있다. 이때, 표면 거칠기와 표면 결함 비율이 함께 증가하는 것을 확인할 수 있다. 따라서, 선삭 공정만으로는 제안한 취성 파괴에 대한 분석이 유의미한지 판단하는데 한계가 있다.
Surface analysis after diamond turning
3.2 공정에 따른 취성 파괴 분석 비교
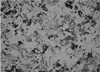
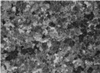
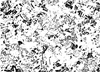
본 연구에서 제안한 취성 파괴에 대한 분석 방법을 검증하기 위해 상대적으로 취성 파괴가 일어나지 않는 자기유변유체 연마 공정에 대한 가공을 수행하였다. Fig. 2는 공정별 표면 거칠기에 따른 표면 결함 비율을 나타낸 것이다. 다이아몬드 선삭 공정의 경우, 앞선 결과를 바탕으로 표면 거칠기가 커짐에 따라 표면 결함 비율도 커짐을 확인하였다. 하지만 자기유변유체 연마 공정의 경우 거칠기가 늘어남에도 표면 결함 비율은 낮게 유지됨을 알 수 있다. Fig. 3에서도 볼 수 있듯이 다이아몬드 선삭 공정의 경우 표면 거칠기가 2 nm일 때 표면 결함 비율이 0.35%이고, 표면 거칠기가 20 nm로 늘어남에 따라 표면 결함 비율이 43.09%로 비례함을 알 수 있다. 반면 자기유변유체 연마 공정은 표면 거칠기가 20 nm로 커지더라도 표면 결함 비율이 0.98%로 낮은 것을 확인할 수 있다. 이러한 결과는 연마 공정 특성상 절삭 공정에 비해 취성 파괴가 일어나지 않는 특징때문에 표면 결함 비율이 낮게 유지되는 것으로 판단된다.

Defect ratio according to surface roughness (Sa) by diamond turning and magnetorheological fluid polishing

Brittle fracture analysis after the process
결과적으로, 다이아몬드 선삭 공정과 자기유변유체 연마 공정을 비교함으로써 취성 파괴를 분석할 때 표면 결함 비율로 분석하는 것이 기존 분석 방법을 보완할 수 있는 방법임을 알 수 있다. 추가로 취성 파괴가 발생한 렌즈와 취성 파괴가 발생하지 않은 렌즈의 투과율을 비교함으로써 제안한 취성 파괴 분석 방법의 타당성을 검증할 필요가 있다.
3.3 가시광 및 근적외선 투과율 분석
투과율은 빛이 렌즈를 통과할 때 손실 없이 효율적으로 전달되는지를 나타내는 지표이다. 투과율이 높을수록 렌즈는 빛을 효율적으로 전달하고 최종 이미지의 품질이 높아진다. 렌즈로 빛이 투과할 때 표면 결함이 있을 경우 빛이 산란되어 광학 투과율을 감소시킬 수 있다. 따라서 광학 투과율은 취성 파괴의 영향을 확인할 수 있는 중요한 요소이다. 황화아연의 경우 가시광 및 근적외선 파장에서 투과율이 높은 특징이 있기 때문에 취성 파괴와의 관계를 확인하기 위해 350-2,500 nm에서의 투과율을 측정하였다.
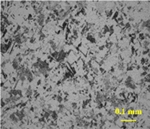
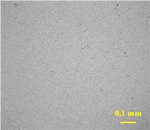
Table 4는 다이아몬드 선삭 공정과 자기유변유체 연마 공정을 거친 후 특정 표면의 상태이다. 연마 공정의 경우 렌즈에 빛이 모두 입사되도록 전체 영역을 균일하게 1 μm 가공하였다. 표면 거칠기의 경우 두 공정 모두 20 nm로 동일함을 알 수 있다. 하지만 표면 결함 비율의 경우 다이아몬드 선삭 공정은 43.09%, 자기유변유체 연마 공정은 0.98%로 차이가 있음을 확인할 수 있다. Fig. 4와 같이 두 조건에 대하여 투과율을 측정하여 비교분석하였다. 측정한 파장대 전 영역에서 다이아몬드 선삭 공정의 투과율보다 자기유변유체 연마 공정의 투과율이 높게 측정되었고, 가시광 영역 약 500 nm 부근에서 가장 큰 차이를 보였다. 표면 거칠기가 20 nm로 동일하지만 투과율에 차이가 있다는 것은 확인하였고, 결과적으로 가시광 및 근적외선 영역의 광학 투과율은 표면 거칠기보다는 본 연구에서 제안한 취성 파괴 분석 방법인 표면 결함 비율과 관계 있음을 확인하였다.
Comparison of the surface analysis by diamond turning and magnetorheological fluid polishing

Comparison of the transmittance by diamond turning and magnetorheological fluid polishing
4. 결론
본 연구에서는 황화아연 소재에 대하여 선삭 공정 후 발생한 취성 파괴를 정량적으로 분석하기 위해 이진화 알고리즘을 제안하였다. 다이아몬드 선삭 공정과 자기유변유체 연마 공정을 통해 표면 특성을 분석하여 제안한 취성 파괴 분석에 대한 접근법의 타당성을 검증하였다. 최종적으로 가시광 및 근적외선 파장대의 투과율을 비교하여 제안한 표면 결함 비율 분석방법이 취성 파괴를 분석하는데 유의미함을 확인하였다. 결과적으로, 황화아연 표면의 취성 파괴 정도를 분석하는데 광학 현미경 측정과 이미지 분석 방법을 적용할 수 있다는 결론을 내릴 수 있다.
Acknowledgments
This work was supported in part by the development of smart sensing-based lighting optical parts and module technology (20017383) funded by the Ministry of Trade, Industry & Energy (MOTIE, Korea). Also this work was supported in part by the National Research Foundation of Korea (NRF2021M3D1A204645813).
REFERENCES
-
Harris, D. C., Baronowski, M., Henneman, L., LaCroix, L., Wilson, C., Kurzius, S., Burns, B., Kitagawa, K., Gembarovic, J., Goodrich, S. M., (2008), Thermal, structural, and optical properties of Cleartran® multispectral zinc sulfide, Optical Engineering, 47(11), 114001.
[https://doi.org/10.1117/1.3006123]

-
Bréhault, A., Calvez, L., Adam, P., Rollin, J., Cathelinaud, M., Fan, B., Merdrignac-Conanec, O., Pain, T., Zhang, X.-H., (2016), Moldable multispectral glasses in GeS2–Ga2S3–CsCl system transparent from the visible up to the thermal infrared regions, Journal of Non-Crystalline Solids, 431, 25-30.
[https://doi.org/10.1016/j.jnoncrysol.2015.04.016]
-
Yan, J., Yoshino, M., Kuriagawa, T., Shirakashi, T., Syoji, K., Komanduri, R., (2001), On the ductile machining of silicon for micro electro-mechanical systems (MEMS), opto-electronic and optical applications, Materials Science and Engineering: A, 297(1-2), 230-234.
[https://doi.org/10.1016/S0921-5093(00)01031-5]
-
Lawn, B., Evans, A., (1977), A model for crack initiation in elastic/plastic indentation fields, Journal of Materials Science, 12, 2195-2199.
[https://doi.org/10.1007/BF00552240]
-
Blake, P. N., Scattergood, R. O., (1990), Ductile-regime machining of germanium and silicon, Journal of the American Ceramic Society, 73(4), 949-957.
[https://doi.org/10.1111/j.1151-2916.1990.tb05142.x]
-
Fang, F., Wu, H., Liu, Y., (2005), Modelling and experimental investigation on nanometric cutting of monocrystalline silicon, International Journal of Machine Tools and Manufacture, 45(15), 1681-1686.
[https://doi.org/10.1016/j.ijmachtools.2005.03.010]
-
Venkatachalam, S., Li, X., Liang, S. Y., (2009), Predictive modeling of transition undeformed chip thickness in ductile-regime micro-machining of single crystal brittle materials, Journal of Materials Processing Technology, 209(7), 3306-3319.
[https://doi.org/10.1016/j.jmatprotec.2008.07.036]
-
Liu, K., Li, X., (2001), Ductile cutting of tungsten carbide, Journal of Materials Processing Technology, 113(1-3), 348-354.
[https://doi.org/10.1016/S0924-0136(01)00582-9]

Ph.D. candidate in the School of Mechanical Engineering, Chungnam National University. His research interests include ultra-precision engineering and optical components machining.
E-mail: woojong0330@kbsi.re.kr

Research Engineer in Division of R&D Equipment Industry, Korea Basic Science Institute. His research interests include ultra-precision freeform surface machining and large optical components machining.
E-mail: chj1212@kbsi.re.kr

Research Engineer in Division of R&D Equipment Industry, Korea Basic Science Institute. His research interests include the ultra-precision manufacturing technology and the material removal mechanism.
E-mail: mwjeon@kbsi.re.kr

Senior Researcher in Division of R&D Equipment Industry, Korea Basic Science Institute. His research interests include fabrication of sub-nanometer scale ultra-precision optical components.
E-mail: mk1m@kbsi.re.kr

Principal Researcher in Division of R&D Equipment Industry, Korea Basic Science Institute. His research interests include the Bragg scattering on the complicated optical elements.
E-mail: ijkim@kbis.re.kr

Professor in Department of Defense Space Engineering, Hanbat National University. His research interests include optical devices and ultra-precision manufacturing.
E-mail: ghkim@hanbat.ac.kr

Associate Professor in the School of Mechanical Engineering, Chungnam National University. His research interests include smart machine tool, robotic machining systems and digital twin.
E-mail: wklee@cnu.ac.kr